English | Translation Sponsored by Nox-Crete Products Group
Por Chad Bruce, Presidente , GluDown, Inc.
Resumen ejecutivo
GluDown, Inc. y Kruss Scientific han pasado los últimos 18 meses midiendo losas de concreto de tilt-up y el impacto de utilizar compuestos de curado, desmoldantes como un compuesto de curado y aplicar densificadores a la superficie del concreto antes del proceso de moldaje.
Con el analizador de superficie móvil (MSA) de Kruss podemos medir la energía superficial libre de estas losas y calcular el trabajo de adhesión y la tensión interfacial entre la superficie y los adhesivos que pudieran utilizarse para unir materiales en un proyecto de adhesivos o sin agujeros.
Hemos concluido que los agentes de curado químico aplicados a las losas de concreto de tilt-up alteran fundamentalmente la energía superficial libre del concreto.
Y en el caso de los desmoldantes y densificadores aplicados antes del proceso de moldaje, pueden crear una incompatibilidad entre la superficie y el adhesivo, lo cual puede resultar en una falla prematura del adhesivo. Además, puede ser necesario cambiar el tiempo de aplicación del agente químico al concreto hasta después del moldaje o montaje de los paneles.
Estamos recomendando la creación de una especificación para la compatibilidad entre la losa de tilt-up preparada y el adhesivo que sea la siguiente:
Trabajo de adhesión: ≥65 mN/m
Tensión interfacial: ≤ 7 mN/m
Con esta estandarización, nuestro objetivo es minimizar el retrabajo innecesario y retrasos del proyecto debido a la incompatibilidad entre el agente de curado y el adhesivo.
Datos básicos
Si ha trabajado en la industria de tilt-up en la última década, entonces ha escuchado hablar, visto o llevado a cabo un proyecto de adhesivos o sin agujeros.
De hecho, para muchos contratistas, los trabajos con adhesivos se han convertido en su proceso de moldaje preferido y han dejado atrás métodos heredados como taladrar y clavar materiales a la losa.
Sin embargo, hasta el mejor contratista ha tenido un proyecto que lo ha dejado diciendo “el pegamento no sirve”.
En algunas circunstancias, tiene sentido que el contratista y su cuadrilla vuelvan a leer el artículo publicado en Tilt-Up Today en la primavera de 2018 titulado “Aplicación de pegamento: mejores prácticas” (Gluing Down: Best Practices) para asegurarse de que todos los medios y métodos se estén siguiendo correctamente. Quizá la cuadrilla comenzó el moldaje con mucha anterioridad antes de que el contenido de humedad de la losa disminuyera a menos de 15 % o no prepararon correctamente la losa y aplicaron el adhesivo sobre polvo creando así una unión deficiente.
Pero ¿qué pasa si hicieron todo a la perfección y aun así tuvieron problemas?
Ecuaciones y definiciones
En 2020, GluDown, Inc. comenzó a investigar estos sitios de obras con problemas. Lo que se descubrió fue que algunas prácticas crecientes de la industria están disminuyendo la energía superficial libre (SFE) de la losa de concreto. Y esta reducción de SFE puede ocasionar que los adhesivos fallen de manera prematura.
Para entender este estudio, necesitamos presentar dos ecuaciones.
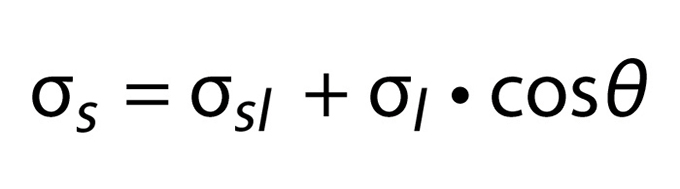
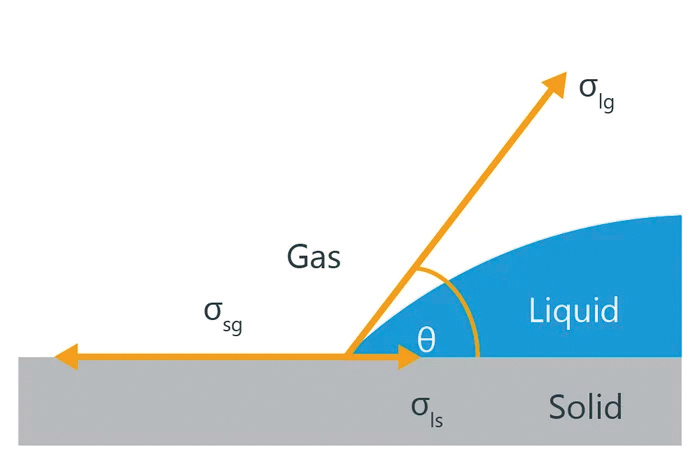
La primera es la ecuación de Young, que indica que hay una relación entre el ángulo de contacto θ, la tensión de la superficie del líquido σl, la tensión interfacial σsl entre el líquido y el sólido y la energía superficial libre σs del sólido. El ángulo de contacto con uno o más líquidos puede usarse para determinar la energía superficial libre de un sólido. Vea la imagen de la derecha.

Y la segunda ecuación indica que la energía superficial libre de un sólido medida en mN/m (mili Newton por metro) es la suma de sus partes dispersivas y polares:
Energía superficial libre: σD + σp
σD = energía superficial libre dispersa
σp = energía superficial libre polar
Con estas dos ecuaciones, podemos medir la energía superficial libre de una losa de concreto y entender y predecir mejor su compatibilidad con un adhesivo.
El ejemplo visual más conocido de una superficie de baja energía superficial libre son las gotas de agua en un automóvil recién encerado.
La cera se aplica a la pintura del automóvil para protegerlo de la acumulación de agua y desechos. Hace esto al crear una superficie de baja energía superficial libre arriba de la pintura. Cuando la pintura se expone a estos elementos, no pueden unirse a la superficie y se expulsa.
Como una alternativa, si rocía agua en un automóvil que no se se enceró en un tiempo, el agua “mojará” o se propagará y no será expulsada con tanta facilidad ya que está parcialmente unida a la pintura. Este es un ejemplo de una superficie con alta energía superficial libre.
Medición fácil y rápida de la SFE
Antes de que comencemos a explicar por qué es importante la energía superficial libre en la industria de tilt-up, queremos presentar la herramienta que utilizamos para tomar las medidas.
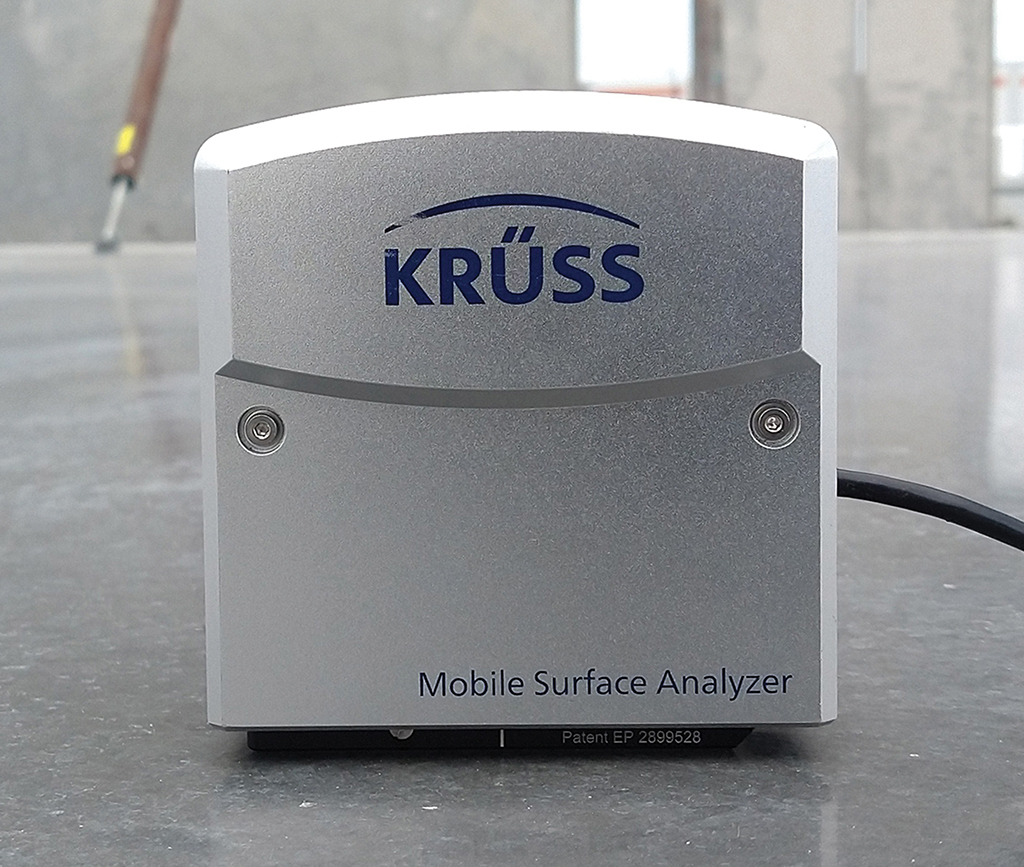
Kruss Scientific es un fabricante de herramientas que miden la energía superficial libre en casi cualquier superficie.
Específicamente, su analizador de superficie móvil (MSA) es un sistema portátil y compacto que aplica dos gotas pequeñas de líquidos (agua y diyodometano) sobre una superficie dada. Al usar ángulos de contacto y la ecuación de Young puede calcular la energía superficial libre en segundos.
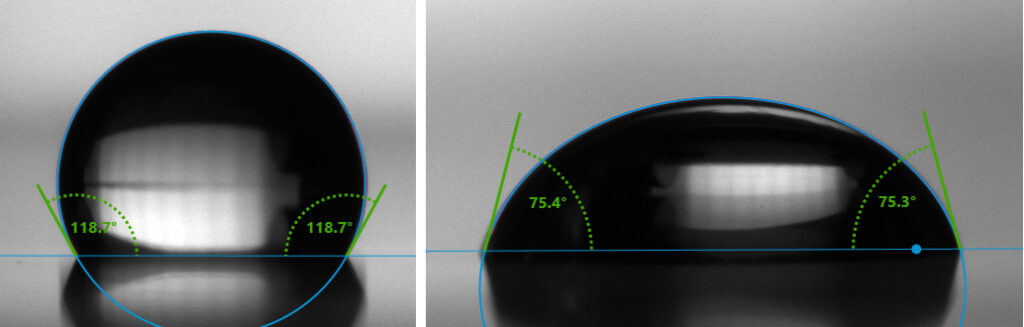
Como puede ver en las imágenes, el sistema mide el ángulo de contacto de los dos líquidos (agua y diyodometano) aplicados a un sustrato conocido. Similar a la imagen del agua sobre una pintura recién encerada, los dos líquidos forman burbujas en la superficie. El sistema luego mide y registra los ángulos de contacto y calcula la energía superficial libre. En la muestra de prueba de arriba, el ángulo de contacto del agua es de 118.7° y el del diyodometano es de 75.3°.
En el transcurso de los últimos 18 meses, GluDown ha trabajado junto con Kruss para llevar el MSA a todo Estados Unidos midiendo superficies de concreto de losas tilt-up en diferentes etapas del proceso de moldaje. Y al hacerlo hemos catalogado el impacto que tienen los curados químicos en la SFE del concreto y cómo estos agentes afectan la compatibilidad química con los adhesivos que se utilizan comúnmente en el proceso de moldaje.
Concreto solo, sin agregar nada

En tilt-up, las losas a menudo se vierten en secciones y se utilizan llanas mecánicas con operador a bordo y con operador a pie casi inmediatamente para alisar y endurecer la superficie.
Al hacerlo, los contratistas proporcionan al propietario del edificio nuevo una hermosa cimentación de losa y un área de colado sobresaliente para los paneles.
Además, este trabajo en la superficie del concreto reduce la porosidad del concreto y es un paso inicial para ayudar a curar el concreto correctamente.
Es en este momento en la vida del concreto donde medir la energía superficial libre es realmente el concreto solo sin nada agregado.

En las últimas décadas, la industria ha cambiado desde mantas de curado hasta usar ahora principalmente agentes de curado químico como densificadores, compuestos de curado y desmoldantes. Y cada uno de estos agentes químicos agrega una capa a la superficie del concreto que afecta directamente su SFE.
Por lo tanto, es antes de la aplicación de estos agentes donde se toma nuestra medida basal.
Las siguientes imágenes son una representación típica de las gotas de agua y diyodometano aplicadas al concreto desnudo. Como puede ver en la imagen las gotas han humedecido de manera considerable lo que proporciona bajos ángulos de contacto de los dos líquidos o bien una alta SFE. El ángulo de contacto promedio del agua es de 24.8° y el ángulo del diyodometano es de 13.2°.
En un mundo teórico, esta superficie de concreto de alta energía superficial libre está lista para una unión de adhesivo exitosa.
Sin embargo, este no es el mundo en el que opera actualmente la industria de tilt-up. Los programas se han abreviado y utilizar un proceso de curado lento como una manta de curado ya no es común o viable.
Por ello se han introducido los agentes de curado químico.
Cambiar la SFE con agentes de curado
Vamos a comenzar nuestra explicación sobre los agentes de curado con el agente químico más básico y potencialmente el más viejo, un compuesto de curado de concreto tradicional.
Es importante tener en cuenta que existe una gran variedad de compuestos de curado y agentes químicos de concreto y sería una tarea monumental probarlos todos. Por lo tanto, para este estudio nos concentramos en un grupo selecto de químicos comunes en cada segmento.
En general, los compuestos de curado ayudan a controlar la evaporación del agua del concreto y al hacerlo se previene la retracción y el agrietamiento. Al aplicarlos mientras el concreto está húmedo, la membrana actuará como un búfer a medida que el concreto se seca. Pero ¿qué sucede después de que se cura el concreto? ¿Qué aporta esta nueva capa a la superficie de concreto?
Con el MSA medimos las losas de tilt-up que habían sido curadas con un compuesto de curado y dejamos que se secaran entre 3 a 14 días. Las siguientes imágenes muestran ángulos de contacto típicos de una superficie de concreto curada con un compuesto de curado.

Lo que es inmediatamente aparente es que los ángulos de contacto de las gotas han aumentado considerablemente en comparación con el concreto desnudo. El ángulo de contacto del agua promedio ha aumentado de 24.8° a 41.2° y el diyodometano aumentó de 13.2° a 55.4°. Y a la inversa, la energía superficial libre de la superficie del concreto ha disminuido.
Ahora, ¿qué pasa si tomamos la misma medida de una superficie de concreto a la que se le aplicó un desmoldante como un compuesto de curado?
Como puede ver, los ángulos de contacto han aumentado más allá no solo del
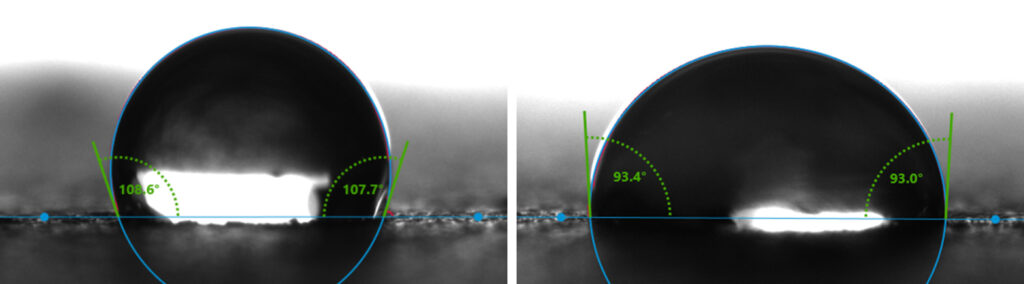
Diiodomethane – Average Angle: 93.2°
concreto desnudo, sino que también son considerablemente mayores que el compuesto de curado. El ángulo de contacto del agua promedio es de 108.2° y el del diyodometano es de 93.2°. Proporcionar un ejemplo casi perfecto del agua sobre pintura recién encerada y demostrar lo que hace mejor el desmoldante: impedir una unión.
Por último, los densificadores se utilizan más comúnmente al principio de la vida del concreto y en algunos casos, casi inmediatamente después del vertido.

\
A continuación, se ofrecen imágenes de una superficie de concreto donde un densificador se aplicó antes que cualquier otro agente químico.
En estas imágenes observará que la gota de agua que se formó es similar al concreto desnudo (ángulo promedio de 22.7°) y el del diyodometano (ángulo promedio de 66.2°) es más similar al compuesto de curado. Esta relación inversa entre las gotas y sus ángulos de contacto se explicará más adelante en este documento.
Términos de vocabulario rápido
Para reunir toda esta información, necesitamos definir algunos términos:
- Trabajo de adhesión (WA) = fuerza de unión de corto plazo
o Piense en una nota Post-it®, la primera vez que la pega en una superficie funciona muy bien, pero con el tiempo la fuerza de unión puede disminuir
o Entre más alto sea el número, mejor será la adhesión
- Tensión interfacial (YSL) = fuerza de unión de largo plazo
o Piense en un adhesivo de anclaje, una vez que se aplica y cura el adhesivo es extremadamente fuerte y solo se moverá usando un martillo neumático.
o Entre más inferior sea el número, mejor será la adhesión
Regresemos a la ecuación de la energía superficial libre: σ = σD + σp es importante tener en cuenta que la SFE está formada por dos componentes. Y dependiendo de cómo coincidan los atributos polares y dispersivos del sólido (concreto) y el líquido (adhesivo), su compatibilidad cambia.
- Polar (σp) = Cuando algo tiene energía superficial libre polar, es atraído químicamente al agua
- Dispersivo (σD) = Cuando algo tiene una energía superficial libre dispersiva, no es atraído químicamente al agua
Los siguientes diagramas simplifican este tema. Las manos azules representan una energía superficial libre polar y las manos amarillas representan una energía superficial libre dispersiva.
En esta primera imagen, la energía superficial libre (σ) es de 50 mN/m y las manos polares y dispersivas coinciden perfectamente, por lo que la tensión interfacial es de 0 mN/m. Lo que significa que el líquido y el sólido son muy compatibles.
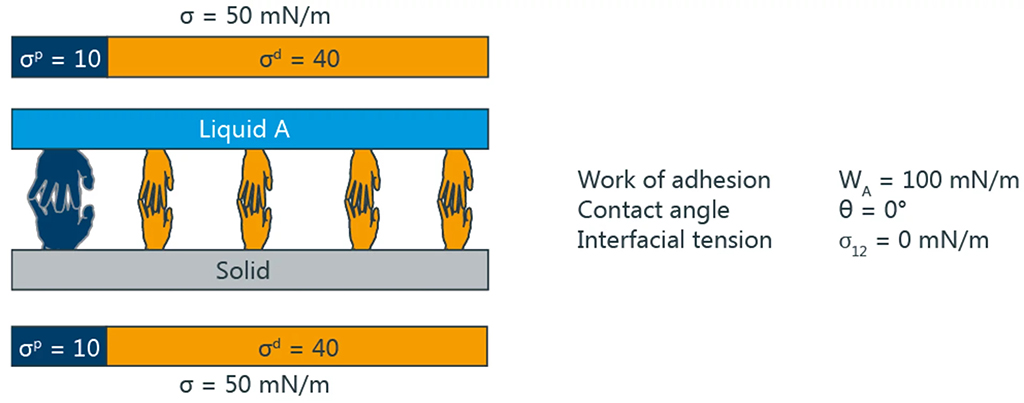
En la segunda imagen, las manos no coinciden y aunque la SFE (σ) aún es de 50 mN/m, las partes polares y dispersivas no coincidentes resultan en una tensión interfacial de 20 mN/m o una incompatibilidad, lo cual podría afectar la fuerza de unión de largo plazo.
¿Qué significa esto?
Sabemos que usar diferentes agentes químicos como compuestos de curado afectará directamente la energía superficial libre de la losa de concreto. También sabemos que las manos de los elementos polares y dispersivos de la SFE pueden afectar la fuerza de unión a corto y largo plazo de los adhesivos, pero ¿cómo afecta esto a un proyecto de tilt-up?
Digamos que quiere usar un adhesivo en su proceso de moldaje de paneles, pero quiere saber qué agente de curado químico proporcionaría la mejor oportunidad de un trabajo con adhesivo exitoso.
Con el MSA y la herramienta de análisis de adhesión de Kruss podemos proporcionarle esa información.
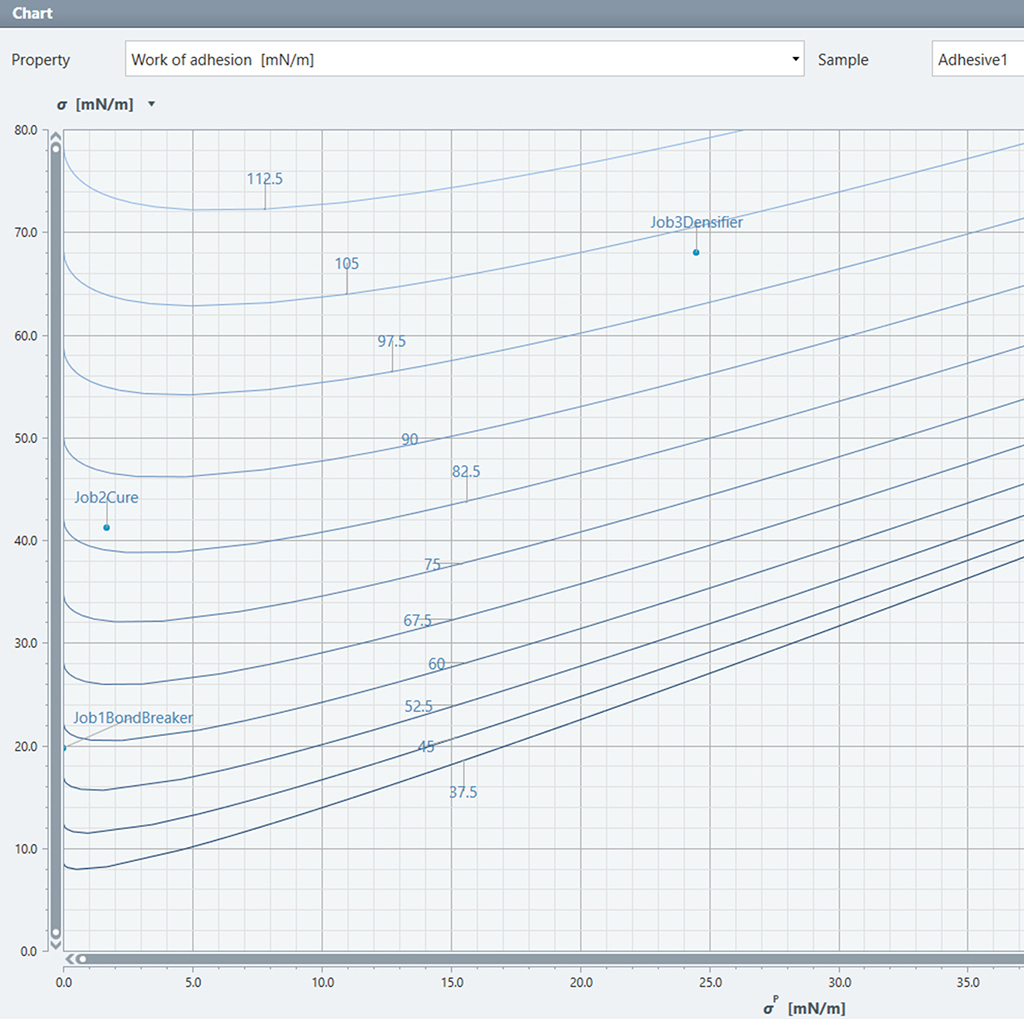
La imagen de la derecha es una gráfica de contornos que compara el trabajo de adhesión de un adhesivo de tilt-up común (Adhesivo 1) con las medidas de la SFE de tres sitios de obras diferentes, a cuyo concreto se le aplicaron tres agentes de curado diferentes.
Lo que observa en esta tabla es que el Trabajo 1 al que se le aplicó un desmoldante tiene el menor trabajo de adhesión con 56.8 mN/m.
Al Trabajo 2 se le aplicó un compuesto de curado y tiene un trabajo de adhesión de 84.75 mN/m.
Por último, el Trabajo 3 utilizó un densificador como el compuesto de curado y su trabajo de adhesión fue de 102.64 mN/m.
Con base en estas cifras, el trabajo con densificador claramente tiene el mayor (mejor) trabajo de adhesión y sería la mejor opción si utiliza el Adhesivo 1 para el moldaje de paneles.
Sin embargo, como aprendimos anteriormente, el trabajo de adhesión solo mide la fuerza de unión a corto plazo.
Y cuando los paneles estén asentados y expuestos a los elementos durante días/semanas antes de verter, necesitamos asegurarnos de que el adhesivo se pegue.
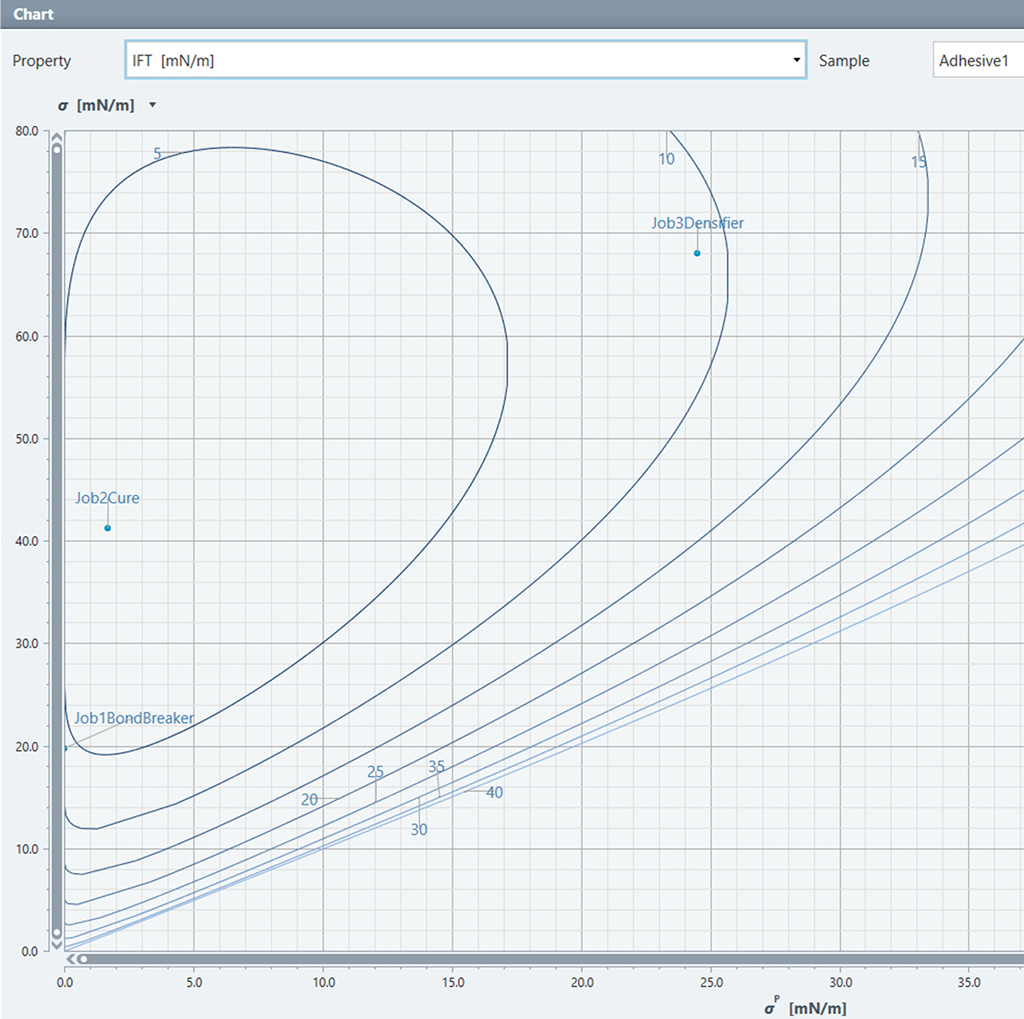
Aquí es donde entra nuestra segunda gráfica. Esta muestra la tensión interfacial o la fuerza de unión a largo plazo. Recuerde que entre más inferior sea el número, mejor será la adhesión.
En esta gráfica, el Trabajo 1 con desmoldante midió una tensión interfacial de 6.85 mN/m.
El Trabajo 2 con el compuesto de curado midió 0.38 mN/m.
El Trabajo 3 del último sitio con un densificador tuvo una tensión interfacial de 9.31 mN/m.
A continuación, se ofrece una tabla con un resumen de las gráficas para una comparación fácil
| Desmoldante del Trabajo 1) | Curado del Trabajo 2 | Densificador del Trabajo 3 | |
Trabajo de adhesión | 56.8 | 84.75 | 102.64 |
Tensión interfacial | 6.85 | 0.38 | 9.31 |
Aprendizajes clave de esta información:
- Las losas en los sitios de obras con compuesto de curado y densificador tuvieron un trabajo de adhesión más elevado que la losa con desmoldante
- El compuesto de curado tuvo una tensión interfacial casi perfecta (menos de 1 mN/m)
- El densificador tuvo la peor tensión interfacial, más de 9 mN/m y es más probable que el adhesivo falle de manera prematura
Entonces si un contratista fuera a elegir el mejor agente de curado para el Adhesivo 1, el compuesto de curado sería el ganador.
Además, al utilizar un desmoldante o densificador como un compuesto de curado, un contratista estaría reduciendo el desempeño de la adhesión y potencialmente lo expondrían a problemas en el campo con fallas innecesarias del adhesivo.
Pero ¿por qué el pegamento no sirve?
Los adhesivos son sustancias químicas. A un nivel básico, usar sustancias químicas en combinación con otras sustancias químicas puede resultar en problemas de compatibilidad.
Lo que hemos aprendido de los agentes de curado de concreto con pruebas en el campo y al probar una variedad de adhesivos de la industria es que no todos ellos son compatibles unos con otros.
¿Recuerda el ángulo de contacto del concreto curado con densificador? La relación de los ángulos de contacto entre el agua y el diyodometano fueron diferentes en comparación con los otros dos agentes de curado. En este caso, el densificador creó una superficie polar (atraída al agua) en comparación con una superficie dispersiva como los otros dos agentes.
Sin embargo, en nuestro ejemplo el Adhesivo 1 tiene propiedades dispersivas en vez de polares. Por lo tanto, si un contratista usa el Adhesivo 1 en la losa con una capa de densificador, creará un entorno incompatible.
Esto significa que la primera vez que una tormenta llene los paneles, la superficie de concreto densificada será atraída químicamente al agua. Con el tiempo el concreto reemplazará su unión con el adhesivo a favor de una unión con el agua. Lo que dejará al contratista con paneles de materiales flotantes. El pegamento no sirve.
En realidad, el adhesivo estaba destinado a fallar ya que es incompatible con la superficie de concreto densificada.
Este mismo ejemplo puede aplicarse a cualquier combinación de adhesivos de moldaje y agentes de curado.
Especificaciones, responsabilidad y rendición de cuentas
A lo largo de este proyecto estudiamos los trabajos de tilt-up exitosos y no exitosos en su uso de adhesivos. A partir de estos datos, estamos recomendando la creación de una especificación para la compatibilidad entre la losa de tilt-up preparada y el adhesivo que sea la siguiente:
- Trabajo de adhesión objetivo: ≥65 mN/m
- Tensión interfacial objetivo: ≤ 7 mN/m
Es importante recordar que estas cifras se tratan de la compatibilidad entre un adhesivo y la superficie de la losa de concreto curado.
Como industria debemos rendir cuentas a nosotros mismos y proporcionar la mejor ruta de éxito a todos los involucrados en cada proyecto.
Aquellos que especifican, necesitan entender cómo su elección de agentes químicos aplicados al concreto antes del moldaje puede afectar el éxito de un trabajo con adhesivos. Esta información junto con los objetivos de trabajo de adhesión y tensión interfacial deben comunicarse a los contratistas. Además, deben reconocer que el agente químico especificado puede ser incompatible con cualquier adhesivo de moldaje existente en la actualidad y el tiempo de aplicación del agente químico debe cambiarse hasta después del moldaje o el montaje de paneles.
Los contratistas deben verificar la compatibilidad de los agentes químicos especificados o de su propia elección con los proveedores y los fabricantes de adhesivos antes del moldaje de paneles. También deben entender cómo sus medios y métodos pueden necesitar cambios con base en la combinación de las sustancias químicas.
Si no se siguen estas pautas, un trabajo exitoso de adhesivos puede convertirse en un dolor de cabeza para todos los involucrados.
Por último, la compatibilidad sola entre un adhesivo y la superficie de concreto no garantiza el éxito. El moldaje de tilt-up es un proceso complejo que necesita adhesivos cuyo desempeño y diseño cumplan con las exigencias de la aplicación. Al seleccionar un adhesivo para moldaje, investigue y haga pruebas para asegurarse de que el producto sea compatible y se desempeñe según los estándares del proyecto.
Nota final
GluDown, Inc. junto con la Tilt Up Association está formando un comité de energía superficial de losas de concreto para investigar más a fondo este tema y proporcionar la mejor guía a medida que la industria continúa evolucionando.
Si le gustaría formar parte de este comité, comuníquese con Chad Bruce en cbruce@gludown.com
Be the first to comment