By Derick Rainey
Tilt-up construction is in a constant state of evolution. One of the most recent changes in our industry is the now common practice of applying a silicate-based densifier immediately after finishing the floor slab and prior to the application of bondbreaker. At first glance, it’s an extremely efficient way to speed up the project and simplify the process. However, as with everything, there are some intricacies and misconceptions that should be taken into consideration before beginning.
The purpose of this article is to examine those intricacies and misconceptions as they relate to densifier application and to provide insight to the contractor, designer, and building owner so they may collaborate and chart a course that best meets the ultimate goals for the project. In order to make those decisions, it is necessary to first understand not only how each component functions individually, but also how they function in conjunction with the other pieces as a system.
ASTM C309 / Slab Finishing
When it comes to concrete chemicals and how they function, it is imperative to first understand what is happening with the concrete itself, “below the surface.” Placing and finishing is only the beginning.
As soon as water comes into contact with Portland cement the hydration process begins. The product of this chemical reaction is calcium silicate hydrate, which is what gives concrete its strength. Though the reaction process begins immediately, it’s constantly occurring until one or both components have been depleted. We often use the term “fully cured” to reference concrete that is 28 days old as that is the time period needed for the concrete to gain the majority of its strength, but the hydration process can continue for years.
Since water is a key component in the mix, because it is needed for hydration, it is very important that the moisture loss through evaporation is controlled. In order to manage this we must assist the slab in retaining moisture so the reaction process has enough water to reach the desired strength. This may be achieved either by wet-curing or by the application of a chemical curing compound. Both methods have been thoroughly tested and shown to be effective in mitigating moisture loss, and either allow the concrete adequate time to cure properly.

ASTM C309 was developed in the 1960s as a standard to ensure the effectiveness of membrane-forming curing compounds. The phrase “curing compound must meet ASTM C309” has been (and continues to be) ubiquitous in the world of concrete construction. However, as often as it is referenced, it is likely that very few people have researched its origins and are familiar with what it actually specifies.
ASTM C309 established the benchmark that a membrane-forming curing compound, when applied to a specifically prepared concrete specimen, should inhibit the moisture loss of that sample to no more than 0.55 kg/sm. This was determined to be the maximum acceptable amount of moisture loss that will allow for proper hydration of the cement and give the mix the ability to achieve its ultimate strength.
However, for the purposes of this discussion as it relates to tilt-up construction, it is important to examine ASTM C309 a little more closely and especially the method in which the sample is prepared. As with all scientific tests, there is a very exact and repeatable method that is clearly defined for the preparation of the specimen that is to be tested. This set of standards and methods is set forth in ASTM C156, which prescribes that the concrete sample should be finished by hand with one pass of a wood float. While specific and repeatable, this type of finish would more closely resemble that of a broom finish used on sidewalks, driveways, or exterior paving, which would be unsuitable for an industrial floor slab or tilt-up casting bed. Additionally, this type of wood-float finish would leave the surface of the concrete extremely open and porous. In order to restrict moisture loss at the rate mandated by ASTM C309 (0.55 kg/sm), it would be necessary to wet-cure by keeping the surface moist for a specified amount of time or with the use of membrane-forming curing compound.
On the other hand, the industrial floor slabs that are commonly used as tilt-up casting beds have been extremely tightly finished by ride-on trowel machines with steel blades. This method of finishing, in and of itself, is going to create a surface that is significantly more resistant to moisture loss simply because of the finishing technique. This has been confirmed by laboratory testing, which shows that by finishing the exact same specimen with a steel hand trowel, the moisture retention capabilities of concrete are increased by roughly 20%.
What Constitutes a Steel-Troweled Slab?
One problem that presents itself in the scenario of tilt-up casting slabs is that there currently is no standard in the US for what constitutes a steel-troweled finish. (There is a European standard, CENTS 14754, which calls for five passes with a steel hand trowel.) For this reason, it is difficult to quantify, scientifically, what exactly is a steel-troweled slab. Attempting to recreate a typical finish by ride-on trowel machines on a concrete specimen in a laboratory setting would be quite challenging. Furthermore, the variations in finishing techniques between geographic regions, contractors, mix designs, etc. are virtually limitless.
For these reasons, it is important to further examine simply whether or not a product meets ASTM C309, exactly, and ask ourselves the question, “What is it about ASTM C309 that is the most important?” The answer to that question, in the context of industrial floor slabs and casting slabs, would be the moisture retention so that the concrete can hydrate properly and reach its full strength. Controlling the loss of moisture to a rate no greater than 0.55 kg/sm allows the hydration process to occur as it should so the concrete can cure slowly and properly.
Having a greater comprehension of how the hydration process works, as well as how different finishing techniques can affect the curing process of the slab, allows us to have a more well-informed viewpoint when looking at why certain types of products are being specified for our projects.
Densifier
During the hydration process, when the water and cement are reacting to form calcium silicate hydrate, there is a byproduct produced called calcium hydroxide. Calcium hydroxide is more commonly referred to as lime and, even as a byproduct, it has proven itself to be useful in other ways.
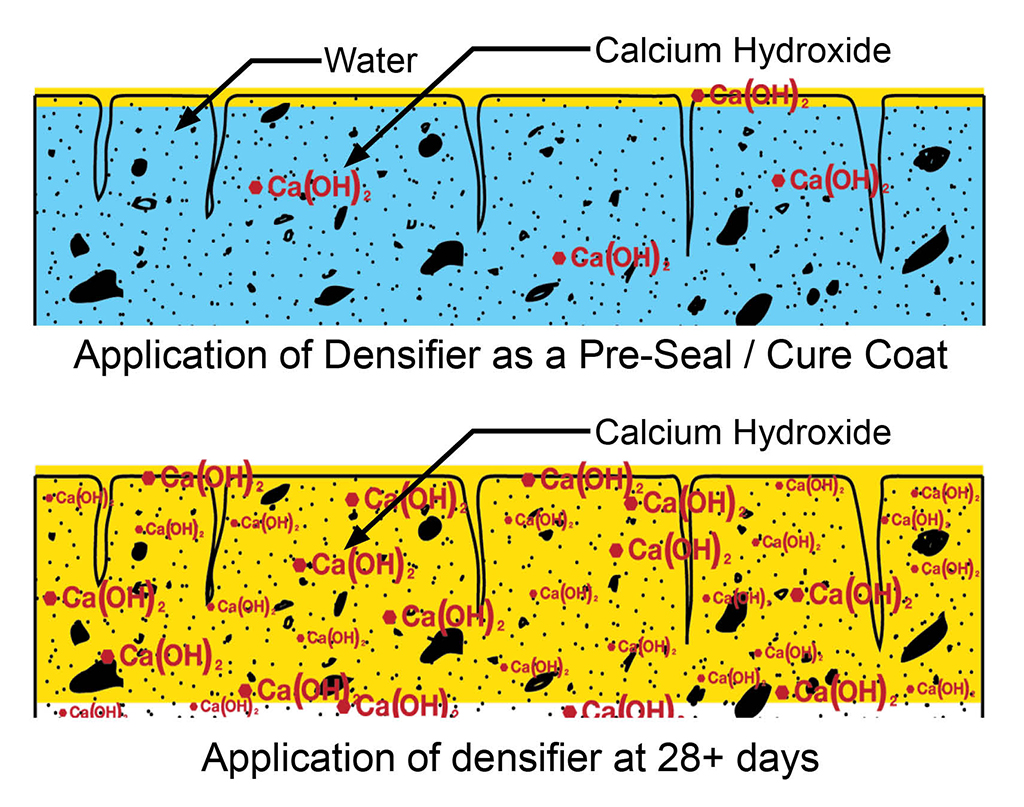
Silicate-based densifiers (sodium, lithium, or hybrid) have been specifically engineered and formulated to penetrate the uppermost surface of the concrete through the capillaries left by the evaporation of water vapor and to react with the available calcium hydroxide. The finished product of this reaction is additional calcium silicate hydrate. As noted earlier, calcium silicate hydrate is what gives concrete its strength. Essentially, the microscopic pores of the concrete are being filled with more concrete, creating a much more abrasion-resistant and dense floor—thus, the term “densifier.”
Filling or sealing off these capillaries in the surface is extremely effective at inhibiting moisture loss. With the knowledge of how a tightly finished floor slab is already more efficient at moisture retention, and an understanding of how densifiers penetrate and fill the capillaries present, one may comprehend how a densifier can act as a cure when applied to a slab that has been tightly finished with ride-on trowel machines and steel blades. Another added benefit is that since densifiers penetrate the surface and become integral to it, they do not need to be removed before the application of future coatings like a membrane-forming cure would. For these reasons, silicate-based densifiers have relatively recently begun gaining approval by architects, engineers, and consultants as curing agents on steel-trowel finished floor slabs even though, by definition, they do not meet the requirements of C309 as they are not membrane-forming.
Applying densifier on freshly finished steel-troweled floors has recently been rigorously tested both in the lab and on the jobsite and found to be effective as a cure by aiding the slab with moisture retention. However, densifiers were originally designed as a solution to dusting of aged-concrete slabs, and were meant to be applied to fully cured concrete. Due to the water saturation of fresh concrete, and the limited availability of calcium hydroxide necessary for the reaction, there is some compromise in achieving the full abrasion-resistance capabilities of the densifier. The chemical reaction that produces calcium hydroxide is gradual and there is simply not as much available when the concrete is still green. Therefore, you do not get the full effect of the densifier when applied immediately after finishing. After 28 days, the concrete has achieved the greatest percentage of its strength and there is plenty of calcium hydroxide available with which to react.
That is not to say that a densifier applied on day one would not be effective; laboratory testing shows that when applied to freshly placed concrete, silicate-based densifiers deliver abrasion-resistance results that are roughly 40% of what they would be when applied to concrete at 28 days. For many industrial applications, engineers have deemed that this level of improvement in abrasion resistance is sufficient. If it is determined that the floor slab is in need of more protection due to the intended use or traffic, silicate-based densifiers also allow the application of a second (or spiff) coat at the end of the project after cleaning the floor, to get closer to full efficacy.
Bondbreaker
With this knowledge and understanding about silicate-based densifiers and how they function, we can now better understand what effects their presence may have on the application and effectiveness of the bondbreaker.
One effect that is immediately apparent is the effective coverage rate of the bondbreaker. When the densifier seals off those capillaries, it is making the slab surface significantly less porous. Therefore, when applying bondbreaker to a densified casting slab one could expect to use less bondbreaker, as there are fewer pores to absorb it, and thus have a more even and effective application. Conversely, a contractor applying too much bondbreaker onto a densified slab will not only be dispensing unnecessary material, but could also experience issues related to overapplication of bondbreaker.
Most bondbreakers on the market today do not solely rely on creating a barrier between the casting slab and the panel concrete. Rather, most bondbreakers currently being used are what is referred to as “chemically reactive.” When fresh concrete is poured on top of a film of reactive bondbreaker, there is a chemical reaction that takes place between the reactive component of the bondbreaker and the calcium hydroxide present in the fresh concrete. This reaction creates an amorphous gel that prevents the fresh concrete from ever coming in contact with the casting slab. If there is significant overapplication of the reactive bondbreaker, then that reaction can continue past what is needed and prevent the panel face concrete from consolidating properly, thus leaving a dusty and/or discolored face due to retardation. This undesirable panel face could lead to increased patching costs and future problems with paint and primer adhesion. Occasionally, in the instance of a significant overapplication, there is so much excess material that some of it doesn’t react at all. This residual material remains on the surface much like a curing compound and must be mechanically removed before being painted. While the consequences of overapplication are helpful to consider on every project, those consequences will be magnified when a densifier has been applied due to the reduced porosity of the casting slab.


It can sometimes be difficult to know how much bondbreaker is enough and how much is too much. The large problems that arise from too little bondbreaker are very well known, but the issues with overapplication are seldom discussed. If you have questions, contact the manufacturer of your bondbreaker for their recommendation on coverage rates and suggestions on how to check the viability of your application.
Also, it’s very important to note that if you are using a bondbreaker that has been formulated to be resistant to scouring, rain, and wash-off, there are some occasions where this rain-resistance could be compromised. Verifying the integrity of your bondbreaker on the slab after any rain event should become routine for your field crews.
Compatibility
Once the decision has been made and all parties agree to proceed with a densifier application on day one followed by bondbreaker, the issue of utmost importance is product compatibility. The contractor should acquire, in writing, a guarantee of compatibility for any chemical that is to be used in conjunction with tilt-up bondbreaker. The importance of this guarantee cannot be overstated. Given the liabilities involved if there is a problem with panels sticking or panels pulling up portions of the casting bed, the compatibility guarantee should be in every project file before the application of any material. You can and should also request a site visit or, at a minimum, a conference call, to discuss all chemicals being used and their sequence of application. Regardless of what bondbreaker you are using, make sure to verify with the manufacturer’s technical department whether or not they can verify compatibility with a particular densifier and what, if any, special recommendations they may have concerning the application rates and precautions. Once you have that information, you can proceed with confidence in your project.
Conclusion
So, what do we mean when we ask, “What is the best way?” Is it the fastest way? The cheapest way? Like so many questions in life, there is no one right answer. What ends up being the best way is going to be elusive and change from project to project.
There are benefits to applying a densifier on day one. One of those would be having a clean slab to work with. The slab is cleaner on day one than it ever will be again. Another benefit would be that the densifier will provide some level of protection and abrasion resistance to the slab during construction (even if it’s not fully effective due to diminished calcium hydroxide availability). Also, as mentioned before, extended bondbreaker coverage rates should be considered; since the floor has been sealed, the bondbreaker will go further and be more evenly applied.
Another benefit to the concrete contractor, as well as to the general contractor, is that newer technological advances in silicate-based densifiers allows them to be applied without the need for specialized equipment and lengthy application processes. Lithium and hybrid silicate densifiers can be easily applied with a sprayer and microfiber applicator by the concrete contractor immediately after the slab is finished.
The drawbacks of applying densifier on day one are that due to the saturation of the floor, the effectiveness of the densifier will not be the same as it would be if applied to a cured surface. Also, there is the possible reduction of rain/scour resistance as well as possible overapplication due to extended coverage rates.
Remember to use the resources available and ask lots of questions. Work with the architects, engineers, general contractors, consultants, and manufacturers. Having these conversations before the project begins makes sure that everyone is on the same page and moving in the same direction. Protect yourself, your customer, your company, and your project by getting all the information you can and making an informed decision.
Be the first to comment